 Перейти к содержимому
Перейти к содержимому 
Программируемые логические контроллеры (PLC) составляют основу промышленной автоматизации, представляя собой компьютерные системы для управления производственными процессами в реальном времени. Изначально разработанные для замены сложных реле и таймерных цепей, ПЛК эволюционировали в высокоинтеллектуальные и гибкие системы, способные выполнять сложные задачи, такие как управление роботами, обработка данных и мониторинг производственных процессов.
PLC незаменимы в условиях, где требуется высокая надёжность, длительная бесперебойная работа и возможность быстрого реагирования на изменяющиеся условия производства.
Они играют ключевую роль в индустрии 4.0, обеспечивая связь между физическим производственным оборудованием и информационными технологиями. Благодаря встроенным сетевым интерфейсам, PLC могут обмениваться данными с другими системами и оборудованием, что позволяет интегрировать их в комплексные автоматизированные системы.
Ключевые преимущества использования PLC:
- Универсальность. PLC могут быть настроены для выполнения различных задач, от простого управления двигателями до регулирования сложных производственных процессов.
- Простота использования. Несмотря на высокую функциональность, PLC отличаются дружественными для пользователя интерфейсами и программами, что снижает порог вхождения для инженеров и техников.
- Масштабируемость. Системы могут быть легко расширены с помощью дополнительных модулей, что позволяет увеличить количество управляемых входов и выходов.
- Отказоустойчивость. PLC разработаны для работы в условиях высоких нагрузок, помех и температурных колебаний, что делает их идеальным решением для промышленных приложений.
Знаете ли вы, что современные технологии позволяют интегрировать PLC с облачными сервисами и платформами Internet of Things (IoT), что расширяет их функциональность и позволяет выполнять удаленное управление и анализ данных?
Сегодняшние ПЛК не ограничиваются лишь локальным управлением, они являются элементами широкой сети, включая дистанционное управление и обслуживание, что повышает эффективность и доступность производственных систем. Это открывает новые возможности для оптимизации процессов и сокращения времени простоя за счет предиктивной аналитики и мониторинга состояния оборудования.
Исторический экскурс: от реле до интеллектуальных систем
История программируемых логических контроллеров (PLC) тесно связана с развитием промышленной автоматизации. Впервые появившись в 1960-х годах для замены реле и таймеров, ПЛК представляли собой простые устройства, предназначенные для выполнения базовых задач управления машинами. Однако со временем, по мере роста потребностей промышленности, их возможности значительно расширились.
Первым PLC считается модель 084, которая была разработана компанией Modicon для General Motors в 1968 году. Это устройство предназначалось для управления производственными машинами и сокращения времени на изменение конфигурации оборудования.
С тех пор PLC прошли долгий путь развития: от простых устройств на основе реле до комплексных систем, способных выполнять многозадачные функции и интегрироваться с другими технологиями. Важными этапами в истории PLC были:
1970-е годы. Введение микропроцессорной техники, что позволило существенно увеличить вычислительные мощности PLC.
1980-е годы. Появление стандартов программирования и интерфейсов, таких как IEC 61131-3, что стандартизировало разработку и обмен программами между различными моделями и производителями PLC.
1990-е годы. Интеграция PLC с компьютерными сетями, что расширило возможности дистанционного управления и мониторинга.
2000-е годы и далее. Слияние PLC с технологиями, такими как индустриальный интернет вещей (IoT) и облачные вычисления, открывающие новые горизонты в автоматизации и сборе данных.
Осознание истории PLC помогает понять, как эти устройства стали неотъемлемой частью промышленной автоматизации и какие инновации способствовали их эволюции.
Основные компоненты и принципы работы PLC
Программируемые логические контроллеры (PLC) являются мозгом промышленных автоматических систем, управляя производственными машинами и процессами с высокой степенью точности и надежности. Чтобы понять, как PLC выполняют свои функции, необходимо рассмотреть их основные компоненты и архитектуру.
Архитектура PLC
PLC состоят из нескольких ключевых элементов, каждый из которых играет важную роль в работе контроллера:
- Процессор (ЦПУ). Является сердцем PLC и отвечает за выполнение программы управления, обработку данных и координацию работы всех компонентов системы.
- Память. Хранит программу управления и различные рабочие данные. Память подразделяется на несколько типов, включая оперативную (RAM), постоянную (ROM), и память для хранения программы пользователя.
- Интерфейсы ввода/вывода (I/O). Позволяют PLC взаимодействовать с внешними устройствами. Интерфейсы ввода принимают сигналы от датчиков и переключателей, а интерфейсы вывода отправляют команды исполнительным механизмам.
- Блок питания. Обеспечивает питание всех компонентов PLC от сети переменного или постоянного тока.
- Системы связи. Включают порты и модули связи для подключения к промышленным сетям и обмена данными между различными PLC и внешними системами управления.
Входы/выходы PLC
Входы и выходы являются критически важными для функционирования PLC, так как именно через них осуществляется контроль и управление производственными процессами.
Входы (Inputs). Это физические или логические порты, через которые PLC получает информацию от датчиков, предоставляющих данные о состоянии машин и процессов. Это могут быть сигналы о температуре, давлении, положении и прочих параметрах.
Выходы (Outputs). Это порты, через которые PLC отправляет команды к исполнительным устройствам, таким как реле, контакторы или приводы, для воздействия на производственные процессы.
Каждый вход или выход может быть аналоговым или цифровым, в зависимости от типа сигнала, который он обрабатывает. Цифровые сигналы представляют собой двоичные значения (включено/выключено), в то время как аналоговые сигналы могут принимать любое значение в определенном диапазоне.
Благодаря гибкости в настройке входов и выходов, PLC могут быть адаптированы к управлению практически любыми производственными процессами, что делает их незаменимыми в различных отраслях промышленности.
Программирование PLC: языки программирования и примеры кодирования
Программирование PLC является ключевым аспектом их работы, поскольку именно программа определяет логику управления процессами на производстве. Существует несколько языков программирования PLC, каждый из которых обладает своими особенностями и применяется для решения определённых задач.
Языки программирования PLC
Стандарт IEC 61131-3 устанавливает пять основных языков программирования для PLC:
- Язык релейно-контактной логики (Ladder Diagram, LD). Графический язык, визуально похожий на электрические схемы, используется для программирования логических операций.
- Язык функциональных блоковых диаграмм (Function Block Diagram, FBD). Позволяет создавать сложные системы управления с помощью блоков, которые представляют функции или операции.
- Язык структурированного текста (Structured Text, ST). Высокоуровневый текстовый язык программирования, похожий на Pascal или C, предназначенный для написания сложных программ.
- Язык списока инструкций (Instruction List, IL). Текстовый язык, аналогичный ассемблеру, использовался для более простых задач и теперь считается устаревшим.
- Язык последовательных функциональных схем (Sequential Function Chart, SFC). Используется для программирования последовательностей операций, особенно полезен для описания алгоритмов.
Примеры кодирования для распространенных задач
Для наглядности рассмотрим примеры кодирования на языке Ladder и Structured Text для двух распространенных задач: контроля уровня жидкости в резервуаре и управления конвейерной системой.
Контроль уровня жидкости в резервуаре (Ladder Diagram):
Входы: Датчики верхнего и нижнего уровня жидкости.
Выходы: Насос для заполнения и клапан для слива.
Код на LD:
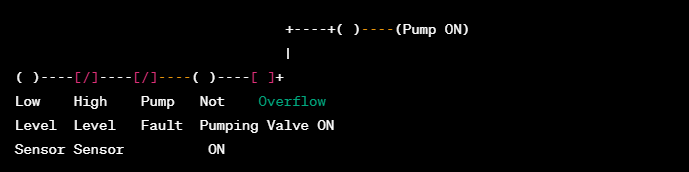
Логика: Если уровень жидкости падает ниже нижнего датчика, насос включается для заполнения резервуара. Как только жидкость достигает верхнего датчика, насос выключается. Если жидкость превышает верхний датчик, открывается клапан для слива избытка.
Управление конвейерной системой (Structured Text):
Входы: Датчик начала и конца конвейера, датчики наличия объекта на конвейере.
Выходы: Двигатель конвейера.
Код на ST:
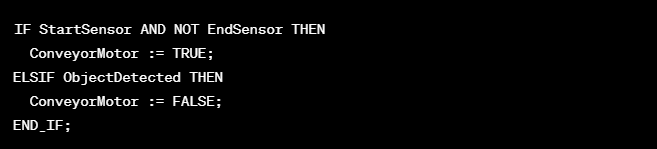
Логика: Конвейер работает, если активирован датчик начала и не активирован датчик конца. Если датчик объекта срабатывает, конвейер останавливается для обработки объекта.
Каждый язык программирования имеет свои преимущества в определенных условиях и для конкретных задач, и выбор языка зависит от сложности системы управления, предпочтений программиста и спецификации проекта.
Выбор оборудования: как выбрать подходящий PLC для вашего предприятия
Выбор подходящего программного логического контроллера (PLC) для вашего предприятия — это важное решение, которое может существенно повлиять на эффективность и надежность производственных процессов. При выборе PLC стоит учитывать несколько ключевых факторов:
- Размер и модульность. Необходимо определить количество необходимых входов и выходов (I/O), а также потребность в будущем расширении системы. PLC от HNC Electric, например, позволяют расширение до 256 или даже до 512 точек подключения, что обеспечивает гибкость в управлении различными процессами.
- Скорость обработки. Высокоскоростные входы и выходы, доступные в моделях HNC Electric, обеспечивают обработку импульсов до 200 кГц, что критически важно для процессов, требующих быстрого отклика.
- Интерфейсы связи и программирования. Наличие различных интерфейсов, таких как Ethernet, RS232 и RS485, облегчает интеграцию PLC в существующие промышленные сети и обеспечивает удобство программирования и мониторинга. Модели HNC Electric поддерживают протоколы MODBUS ASCII, MODBUS RTU и MODBUS TCP, что упрощает интеграцию с различными устройствами и программным обеспечением.
- Надежность и устойчивость к сбоям. Технологии защиты от повреждения программного обеспечения при сбоях питания, представленные в ПЛК HNC Electric, обеспечивают дополнительный уровень безопасности для ваших производственных процессов.
При сравнении с конкурентами, PLC от HNC Electric выделяются на фоне благодаря своей надежности и способности адаптироваться к различным производственным задачам, делая процессы более умными, безопасными и эффективными.
При выборе PLC важно рассматривать долгосрочную перспективу и выбирать оборудование, которое не только соответствует текущим потребностям, но и обладает потенциалом для масштабирования и интеграции с новыми технологиями в будущем.




Интеграция PLC в производственные системы: сценарии использования PLC
Программируемые логические контроллеры (PLC) являются фундаментальным элементом автоматизации на производстве, выполняя ключевую роль в управлении и мониторинге различных процессов. Их интеграция позволяет существенно повысить эффективность, надежность и гибкость производства.
Сценарии использования PLC охватывают широкий спектр приложений:
- Контроль процессов. PLC могут контролировать и регулировать температуру, давление, влажность и другие важные параметры в процессах, таких как химическое производство или пищевая промышленность.
- Автоматизация сборочных линий. В автомобильной промышленности и других секторах PLC координируют работу сборочных линий, обеспечивая точное и повторяемое управление процессами.
- Управление движением. В робототехнике и конвейерных системах PLC используются для точного управления перемещением, гарантируя синхронизацию и эффективность.
- Управление энергопотреблением. Системы PLC могут оптимизировать использование энергии на производстве, снижая затраты и уменьшая воздействие на окружающую среду.
- Безопасность и аварийное управление. PLC важны для систем безопасности, они могут автоматически отключать машины или системы в случае обнаружения опасных условий работы.
- Мониторинг и сбор данных. Сбор и анализ данных с датчиков и машин, PLC помогают в обеспечении постоянного качества и отслеживании ключевых показателей эффективности производства.
Эти сценарии демонстрируют универсальность ПЛК и их способность адаптироваться к различным условиям производства, что делает их незаменимым инструментом для предприятий, стремящихся к автоматизации и повышению производительности.
Техническое обслуживание и диагностика
Техническое обслуживание и диагностика программных логических контроллеров (PLC) являются ключевыми компонентами для обеспечения их долгосрочной и надёжной работы. Важно систематически выполнять плановое техническое обслуживание и проводить диагностику для предотвращения возможных неисправностей.
Рекомендации по эксплуатации и техническому обслуживанию ПЛК
- Регулярный осмотр: Проверка состояния электрических соединений, износа компонентов и чистоты устройства.
- Программное обновление: Установка последних обновлений прошивки и программного обеспечения для улучшения функциональности и безопасности.
- Резервное копирование: Создание и обновление резервных копий программ ПЛК для восстановления системы в случае сбоя.
- Температурный контроль: Поддержание оптимального температурного режима для предотвращения перегрева.
Устранение типичных неисправностей ПЛК
- Сбои питания: Установка источников бесперебойного питания и защиты от скачков напряжения для предотвращения повреждения оборудования.
- Проблемы с программным обеспечением: Регулярная диагностика и отладка программ для выявления и исправления ошибок.
- Отказы оборудования: Замена изношенных или поврежденных компонентов, таких как реле или датчики.
- Коммуникационные ошибки: Проверка и обслуживание сетевых подключений и интерфейсов связи.
Предоставление подробного руководства по эксплуатации и рекомендаций по техническому обслуживанию помогает снизить риски и увеличить время бесперебойной работы ПЛК. Устранение типичных неисправностей должно выполняться квалифицированными техническими специалистами, чтобы обеспечить надёжность и безопасность производственных процессов.
Заключение: важность PLC для современного производства
Программируемые логические контроллеры (PLC) доказали свою незаменимость в современной промышленности, обеспечивая основу для автоматизации и повышения эффективности производственных процессов.
PLC обеспечивают гибкость и масштабируемость, что позволяет предприятиям быстро адаптироваться к меняющимся производственным потребностям и технологиям.
Преимущества для производства:
Надежность. PLC спроектированы для бесперебойной работы в сложных промышленных условиях.
Универсальность. Подходят для широкого спектра приложений и могут быть легко интегрированы в различные производственные системы.
Программируемость. Позволяют точно настраивать и изменять процессы управления без физического вмешательства.
Потенциальным покупателям рекомендуется:
Оценить производственные потребности и выбрать ПЛК с соответствующими функциями и возможностями расширения.
Инвестировать в качественное техническое обслуживание и обучение персонала для обеспечения надежности и долговечности оборудования.
Следить за последними технологическими тенденциями, чтобы интегрировать PLC с современными системами умного производства.
В заключение, выбор и внедрение ПЛК должны быть сделаны с учетом долгосрочной стратегии развития производства, обеспечивая не только текущие нужды, но и открывая путь для будущих инноваций.