 Перейти к содержимому
Перейти к содержимому 
Программируемые логические контроллеры (ПЛК) играют ключевую роль в автоматизации дискретного производства. Они обеспечивают надежное управление технологическими процессами, минимизируя влияние человеческого фактора и повышая производительность оборудования.
В отличие от традиционных компьютеров, ПЛК разработаны для работы в жестких промышленных условиях. Они устойчивы к помехам, вибрациям и перепадам температуры, что делает их незаменимыми в сфере промышленной автоматизации.
Основные компоненты ПЛК
Программируемый логический контроллер состоит из нескольких ключевых элементов:
- Центральный процессор (ЦП) – выполняет обработку программных инструкций и управляет работой ПЛК.
- Модули памяти – хранят программу управления и данные о состоянии системы. Включают оперативную память (RAM) и энергонезависимую память (EEPROM, Flash).
- Входные и выходные модули (I/O) – обеспечивают взаимодействие с датчиками и исполнительными механизмами.
- Блок питания – преобразует сетевое напряжение в рабочее напряжение ПЛК.
- Коммуникационные интерфейсы – позволяют ПЛК обмениваться данными с другими устройствами и системами (Ethernet, RS-232, RS-485, CAN, Profibus, Profinet).
- Модули расширения – используются для увеличения количества входов/выходов и функциональных возможностей ПЛК.
Виды ПЛК
Существует несколько типов ПЛК, различающихся по масштабу и функциональности:
- Компактные ПЛК – имеют фиксированное количество входов и выходов, предназначены для небольших автоматизированных систем.
- Модульные ПЛК – позволяют изменять конфигурацию системы, добавляя или заменяя модули ввода/вывода, питания, связи.
- Распределенные системы управления – включают несколько ПЛК, работающих в сети и взаимодействующих друг с другом.
Преимущества ПЛК в промышленности
Использование ПЛК в автоматизированных системах управления обеспечивает:
- Надежность – высокая устойчивость к внешним воздействиям и отказоустойчивость.
- Гибкость – возможность перепрограммирования и адаптации к изменяющимся условиям.
- Модульность и масштабируемость – возможность расширения системы без значительных затрат.
- Поддержка различных протоколов связи – интеграция с другими промышленными системами.
Языки программирования ПЛК
Международный стандарт IEC 61131-3
Программирование ПЛК осуществляется на специализированных языках, определенных стандартом IEC 61131-3. Он включает как графические, так и текстовые языки, что позволяет инженерам выбирать наиболее удобный способ разработки программ.
Графические языки
Ladder Diagram (LD) – релейная логика
- Основан на принципах работы электромеханических реле.
- Интуитивно понятен инженерам, работающим с традиционной схемотехникой.
- Используется для логических операций и управления исполнительными механизмами.
Пример простой цепи:

Function Block Diagram (FBD) – блок-схемный язык
- Представляет программу в виде соединенных функциональных блоков.
- Удобен для создания сложных алгоритмов обработки данных.
- Широко применяется в процессной автоматизации.
Пример кода:

Sequential Function Chart (SFC) – алгоритмическое управление процессами
- Позволяет описывать пошаговую последовательность выполнения операций.
- Используется для программирования сложных технологических процессов.
Текстовые языки
Structured Text (ST) – структурированный текст
- Высокоуровневый язык, похожий на Pascal и C.
- Позволяет писать сложные алгоритмы, включая математические вычисления и работу с массивами.
Instruction List (IL) – список инструкций
- Низкоуровневый язык, напоминающий ассемблер.
- Оптимален для программирования простых логических операций.
Какой язык выбрать?
Выбор языка программирования зависит от поставленных задач:
- Для логических схем и управления реле предпочтителен LD.
- Для обработки сигналов и управления процессами лучше подойдет FBD.
- Для сложных алгоритмов и вычислений рекомендуется ST.
Дискретные входы и выходы в ПЛК
Что такое дискретный сигнал?
Дискретные (или бинарные) сигналы могут иметь только два состояния: «0» (выключено) и «1» (включено). В промышленности они используются для работы с:
- Кнопками и переключателями.
- Датчиками положения.
- Концевыми выключателями.
- Сигнальными лампами и реле.
Характеристики:
- Работают с двумя состояниями: 0 (LOW, <5В DC) и 1 (HIGH, 24В DC)
- Стандартные напряжения: 24В DC (наиболее распространено), 120/230В AC
- Скорость обработки: от 0,1 до 10 мс
Аппаратная часть дискретных входов/выходов
Дискретные модули ПЛК могут работать с различными типами сигналов:
- PNP (плюсовая логика) – при подаче напряжения на вход сигнал считается активным.
- NPN (минусовая логика) – сигнал активен при замыкании цепи на землю.
Важно учитывать помехозащищенность дискретных входов, особенно в условиях работы с высоковольтным оборудованием.
Программирование дискретных сигналов
При программировании дискретных входов и выходов используются базовые конструкции:
- Чтение состояния входов.
- Управление выходами в зависимости от условий.
- Использование триггеров, таймеров и логических операторов.
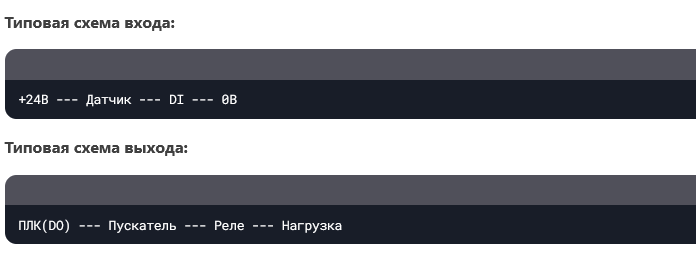
Типы дискретных входов
- Сухие контакты (реле, кнопки) — не требуют внешнего питания
- PNP-входы — срабатывают при подаче “+24В”
- NPN-входы — активируются при подключении к “0В”
По способу подключения
| Тип | Схема подключения | Применение |
|---|---|---|
| Изолированные | Гальваническая развязка | Взрывоопасные зоны |
| Групповые | Общий провод на группу | Стандартные задачи |
| Быстродействующие | Частота до 1 кГц | Высокоскоростные процессы |
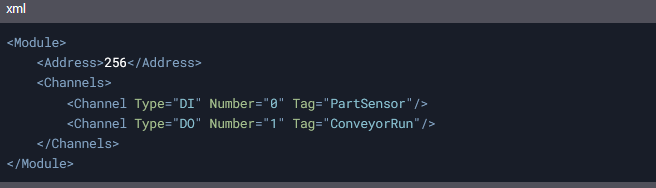
Пример маркировки:
DI1.0 = модуль 1, вход 0
%IX0.0 = IEC-адресация (CODESYS)
Типы дискретных выходов
Релейные
- Контакты 5-10А
- Изолированы по напряжению
- Подходят для AC/DC нагрузок
Транзисторные
- Быстродействие (до 100 кГц)
- Только DC нагрузка
- Меньший срок службы
По схеме включения:

Подключение и настройка
Фильтрация сигналов
- Программные фильтры (задержка 10-100 мс)
- Аппаратные RC-цепи
- Оптронная развязка в прецизионных модулях
Параметры настройки:

Особенности применения в дискретном производстве
- Контроль позиций (концевые выключатели)
- Управление цилиндрами (пневмо/гидро)
- Сигнализация (аварии, предупреждения)
Проблемы и решения
| Проблема | Решение |
|---|---|
| Дребезг контактов | Программный фильтр |
| Наводки в кабелях | Витая пара + экранирование |
| Перегруз выходов | Промежуточные реле |
| Гальванические помехи | Изолированные модули |
Современные тенденции
- Интеллектуальные модули с встроенной диагностикой
- IO-Link — цифровая замена традиционных DI/DO
- Распределенные I/O через PROFINET/Ethernet IP
- Гибридные модули (DI+AI в одном корпусе)
Пример адресации в TIA Portal:
Практические рекомендации
- Для критичных сигналов используйте дублирование входов
- Резервируйте 10-15% свободных каналов для модернизации
- При длинных линиях связи (>50м) применяйте повторители сигнала
- Регулярно проверяйте состояние контактов (особенно релейных)
Дискретные I/O — фундамент автоматизации. Грамотное проектирование и монтаж сигнальных цепей обеспечивают надежную работу всего оборудования. Современные ПЛК предлагают широкие возможности для обработки дискретных сигналов — от базовой фильтрации до интеграции в промышленные сети IIoT.